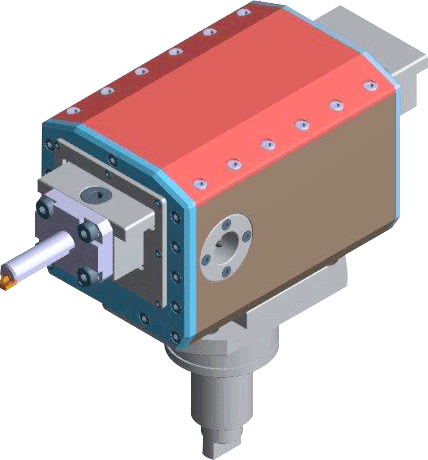
Presentazione dello stozzatore motorizzato
Lo stozzatore motorizzato è stato realizzato per risolvere nel modo più efficace, il problema di dover realizzare su tornio cnc determinate lavorazioni ,che possono essere dalla semplice sede per chiavetta a profili interni o esterni.
Lo stozzatore motorizzato è stato progettato per ottenere il massimo della rigidità possibile , questa caratteristica consente un utilizzo molto prolungato dell’inserto e un ottimo grado di finitura della superficie lavorata
L’utilizzo di questo stozzatore offre dei grandi vantaggi , oltre al fatto di essere estremamente rapido nell’eseguire la lavorazione , non richiede la movimentazione del pezzo su altre macchine, dove sarebbe necessario un ulteriore piazzamento.
Lo stozzatore motorizzato dispone di diverse registrazioni, utili per realizzare una corretta lavorazione , in oltre può realizzare lavorazioni interne o esterne.
Lo stozzatore motorizzato è tutelato da brevetto
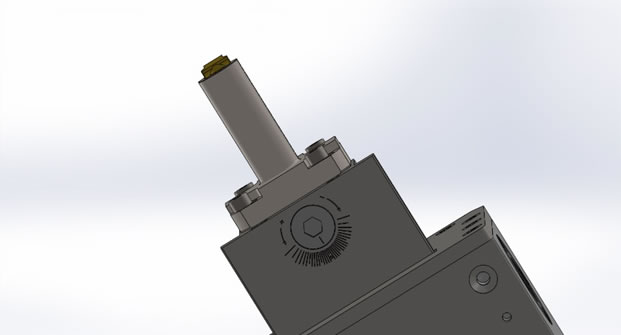
Correzione errore longitudinale
In questo breve video viene mostrato come è possibile modificare l’angolo di lavoro dello stozzatore motorizzato.
Per realizzare questa semplice operazione è sufficiente avvalersi di una semplice chiave a brugola di 5mm, ruotando la chiave in senso orario , o antiorario si modificherà l’angolo di taglio dello stozzatore motorizato.
Questa operazione serve a correggere eventuali errori longitudinali.
Questo tipo di registrazione è tutelata da brevetto .
Correzione simmetrica
In questo breve video viene mostrato coma la registrazione degli errori simmetrici.
Per realizzare questa semplice operazione è sufficiente allentare i quattro bulloni che fissano frontalmente l’utensile al componente centrale in movimento , poi ruotando con una chiave esagonale di 6 mm il componente si otterrà uno spostamento dell’utensile di +/- 0,5 mm sufficenti a correggere gli inevitabili errori simmetrici di torni che non dispongono di asse Y.
Questa registrazione è assulutamente indispensabile per realizzare lavorazioni esattamente al cento del pezzo da lavorare.
Questo tipo di registrazione è tutelata da brevetto.
Lavorazione profilo esterno
In questo breve video viene mostrata una lavorazione esterna, dove si realizzano trenta sedi per profilo scanalato esterno DIN 5482.
Il materiale lavorato è acciaio legato con durezza 35 HRC.
Il tempo della realizzazione della singola lavorazione è di 4 secondi, il tempo totale dell’intero profilo dentato è di circa due minuti.
Data l’estrema rigidità dello strumento la lavorazione risulta molto semplice, il grado di finitura è di ottima qualità.
Per un utilizzo corretto, ed efficace di questo strumento 2R Utensili fornisce gratuitamente ai suoi clienti un programma appositamente realizzato, questo programma è disponibile per tutti i tornio CNC presenti sul mercato.
Lavorazione interna da pieno
In questo breve video viene mostrata una lavorazione interna, dove si realizzano otto sedi per chiavetta di spessore 8 mm.
Il materiale lavorato è acciaio legato con durezza 35 HRC.
Il tempo della realizzazione della singola chiavetta è di 6 secondi, il tempo totale delle otto lavorazioni è di circa 50 secondi.
Data l’estrema rigidità dello strumento la lavorazione risulta molto semplice, il grado di finitura è di ottima qualità.
Per un utilizzo corretto, ed efficace di questo strumento 2R Utensili fornisce gratuitamente ai suoi clienti un programma appositamente realizzato, questo programma è disponibile per tutti i tornio cnc presenti sul mercato.